Anwser:
拼片指的是无缝互联,正面采用瞩日特有的三角焊带(关于三角焊带戳此:浅析组件互联方式);拼而不叠,提高电池片利用率,正面三角焊带提高太阳光利用率。
Q2
拼片技术是介于半片和叠片之间吗?同样的情况下,组件功率能提高多少?
Anwser:
从电池片间隙来说是介于两者之间,从组件功率来说是高于前两者的。单晶PERC的CTM可以做到100%以上,主要得益于正面三角焊带对Isc的提升。电池片采用7BB,多放6片的情况下,较5bb整片提升40W,单晶PERC主流档,66片小版型可以做到350W,78片大版型可以做到425W。
Q3
焊带是贯穿电池片的,还是只在两片电池片边缘连接?如果是这样的话,那么传统组件“虚焊”这个不良是不是意味着是伪命题?
Anwser:
正背面采用不同的焊带,在电池片边缘互联;与传统组件“虚焊”不良并不冲突,三角焊带是底边与电池主栅连接,焊接强度不亚于扁焊带。
Q4
是否可以认为电池段的技术和半片一样,只是在串焊上有不一样?设备线需要增加什么?
Anwser:
和半片技术相比,只需要更换网版,主栅0.3,银浆用量更省;设备方面,需要更换串焊设备,电池端不需要增加设备。
半片:
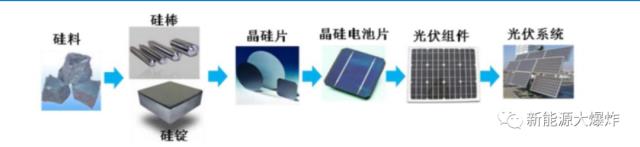
半片电池技术通过将标准规格电池片(156mm x 156 mm)激光均割成为两片(156 x 78 mm),对切后联接起来的技术。整个组件的电池片随之被分为两组,每组包含串联连接的60 个半片,电池片组成一个完整的120 片组件,从而可将通过每根主栅的电流降低为原来的1/2,内部损耗降低为整片电池的1/4,进而提升组件功率。
叠片:
叠片组件将光伏电池以更紧密的方式互相连结,令电池间的缝隙降到最低、甚至边缘稍微重叠,因此在同样的单位面积中可以铺设更多电池,吸光面积增加,瓦数也能提高10——15W之多。另外,叠片组件几乎不需要焊带,相对的节省了焊带成本。
CTM:
通常使用组件输出功率与电池片功率总和的百分比(Cell To Module简称CTM值)表示组件功率损失的程度,CTM值越高表示组件封装功率损失的程度越小。
Isc:
短路电流